半導體照明網�� 藍寶石長晶生產裝置中的加熱體是由鎢制造的,它是藍寶石生產工藝中最為關鍵的靈魂性部件��
加熱體的主要材料是鎢。鎢的純度為99.95%,密度為19.3g/cm3,硬��69HRA Min,是一種鋼灰色至錫白色的堅硬金屬,其熔點為3422°C,在所有金屬中最高,抗張強度也最��(1650°C��)。由于鎢金屬本身熔點高,因此具有高純度、高密度和優良抗高溫蠕變的性能,目前已被廣泛應用于藍寶石生長爐內的長晶加熱體、鎢坩堝支撐件以及連接件等部件��
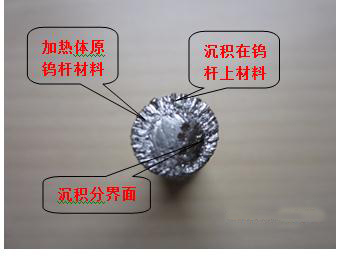
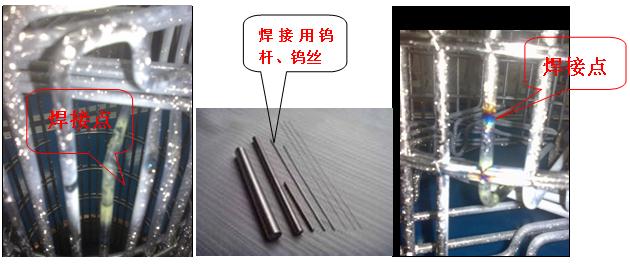
加熱體經使用5��6爐長晶后,坩堝的鎢及熱場中的鉬等金屬材料��2500℃高溫環境下升華并在加熱體鎢桿上逐步沉積,致使鎢桿直徑逐漸變粗,電阻逐步變小,最終因無法滿足生產要求而報廀��亦或者因加熱體變脆或使用操作不當,致使藍寶石長晶加熱體斷裂。綜上所述,必須對藍寶石長晶加熱體進行焊接和修復��
對藍寶石長晶加熱體的修復焊接主要采用鎢極惰性氣體保護焊,國際上通稱為TIG焊,其工作原理是使用鈰鎢電極,氬氣保護,電流直流正接。為減少或排除因弧長變化而引起的電流波動,應采用具有陡降或恒流外特性的電源。鎢極氣體保護電弧焊是用鎢棒作為電極加上氬氣進行保護的焊接方法。焊接時氬氣從焊槍的噴嘴中連續噴出,在電弧周圍形成保護層隔絕空氣,以防止其對鎢極、熔池及鄰近熱影響區的,從而獲得優質的焊縫。其優點是熱源和填充焊絲可分別控制,熱輸入容易調節,因此可進行全方位焊接。另由于填充焊絲不通過電流,故不產生飛濺,焊縫成型美觀��
鎢極惰性氣體保護焊與其它焊接方法相比,具有以下特點��(1)電弧和熔池的可見性好,焊接過程中可根據熔池情況調節焊接參數��(2)焊接過程操作方便,沒有熔渣或很少有熔渣��(3)電弧在保護氣流的壓縮下熱量集中,焊接速度較快,熔池較小,熱影響區窄,焊件焊后變形小��
我們焊接鎢加熱體焊機為逆變直流氬弧焊機(水冷焊槍),逆變弧焊機是一種新型、高效、節能直流焊接電源,采用高頻增壓引弧,及脈沖熱引弧設計,起弧性能佳,工作電壓范圍寬,電網適應能力強,負載持續率高。集中了晶體管通過電流能力強,場效應管開關頻率高的優點,是一種理想的焊接電源。為了保證焊透鎢棒,在焊接前需要把鈰鎢鎢極磨出斜口。在加熱體鎢桿與銅法蘭焊接時必須使用焊粉,焊粉主要材料為硼輝、硼砂水溶硼砂和銅焊粉,焊接電流為約350A。由于鎢有再結晶發脆的傾向,因此要盡可能采用高的焊接速度,在焊接鎢時最好先將焊件預熱至400℃~500℃左右��
焊接過程中根據加熱體的具體要求可以加或者不加填充鎢焊絲。焊接操作的控制中“電流”是最重要的操作條件,因為其與滲透的深度,焊接速度和焊道的品質皆有關��
安全防護措施
氬弧焊工作現場要有良好的通風裝置,以排出有害氣體及煙塵。在焊接工作量大的地方,安裝幾臺軸流風機向外排風。加熱體要良好接地,焊槍電纜和地線要用金屬編織線屏蔽,在使用焊機時必須穿戴好工作服、帽及手套,應做好個人防護,避免弧光、燒傷或烤傷��

關注我��

公眾號:china_tp
微信名稱:亞威資��
顯示行業頂級新媒��
掃一掃即可關注我��
產品供求| 雜志期刊| 協會服務| 專題��| 關于我��|網站地圖|版權聲明| 廣告服務
Copyright © 2018 深圳市美嘉投資有限公��. All Rights Reserved 版權所�� 粵ICP��12048185��-1
中華顯示網所載文章、數據僅供參考,使用前務請仔細閱讀法律聲明,風險自負��


媒體合作:0755-86149081 廣告咨詢:0755-86149131 Email:[email protected]